Испытания дымохода ФуранФлекс

Сегодня футеровочный композитный материалFuranFlex®, состоящий из стекловолокна и термореактивных смол считается лучшим вариантом для усиления и ремонта дымоходных каналов. Несмотря на успешное практическое использование композита в течение нескольких последних лет, конкурентных аналогов для него в мире пока не придумали. Растущая популярность ФуранФлекс обусловлена не только его уникальным составом и возможностью изменения состояния под действием термообработки. Он необычайно прочен, не боится воздействия агрессивных сред и коррозии, выдерживает высокие температуры транспортируемой среды.
Воздействие продольным растяжением
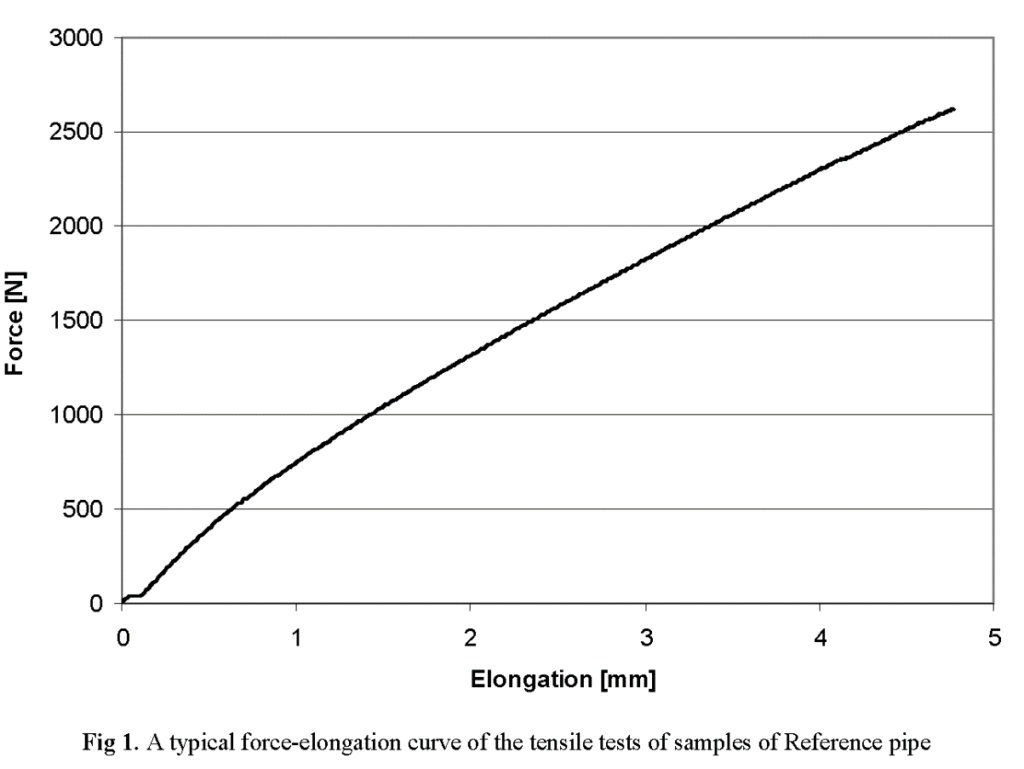
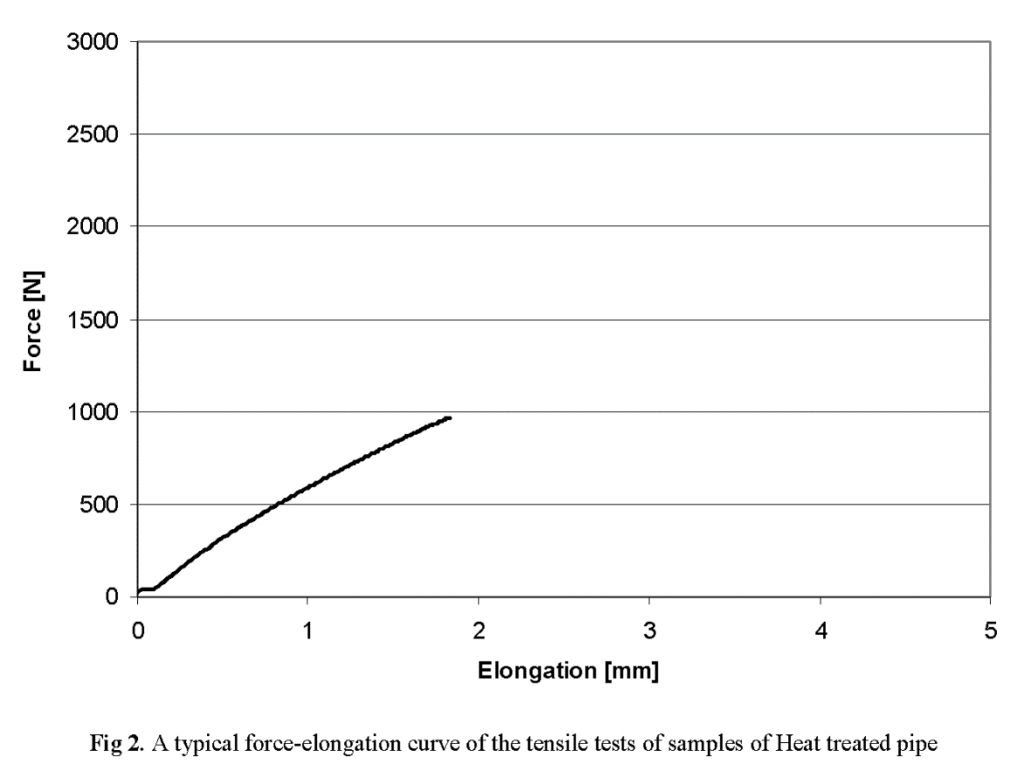
В этих испытаниях исследовались максимальные усилия и деформации разрушения, а также начальные продольные удельные растягивающие усилия. По полученным результатам из кривых перемещения нагрузки определялись прочность на растяжение и модули упругости. Для получения наиболее достоверных результатов и руководствуясь требованиями стандартаMSZ EN 1393, была задействована универсальная машина типаZwick Z020, управляемая через компьютер. Тестирование проводилось с полосками материала 300x10x3 мм, жестко фиксируемыми двумя зажимами, расположенными на расстоянии 220 мм друг от друга.Окружающая температура внешней среды составляла 24°C, относительная влажность 45%, максимальная нагрузка 20kN. Результаты заносились в таблицы 1 и 2.
Испытуемый образец №
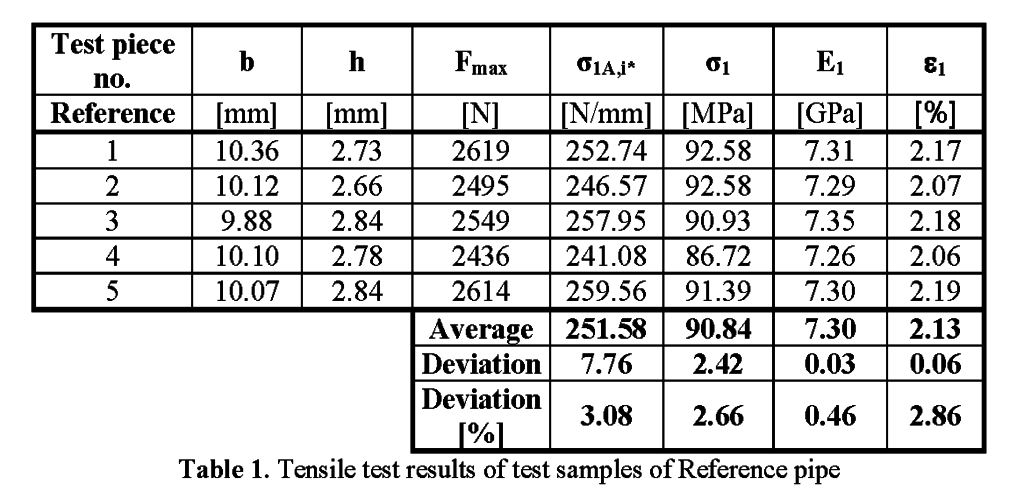
Таблица 1. Результаты тестирования на растяжение испытательных образцов эталонной трубы.
Испытуемый образец №
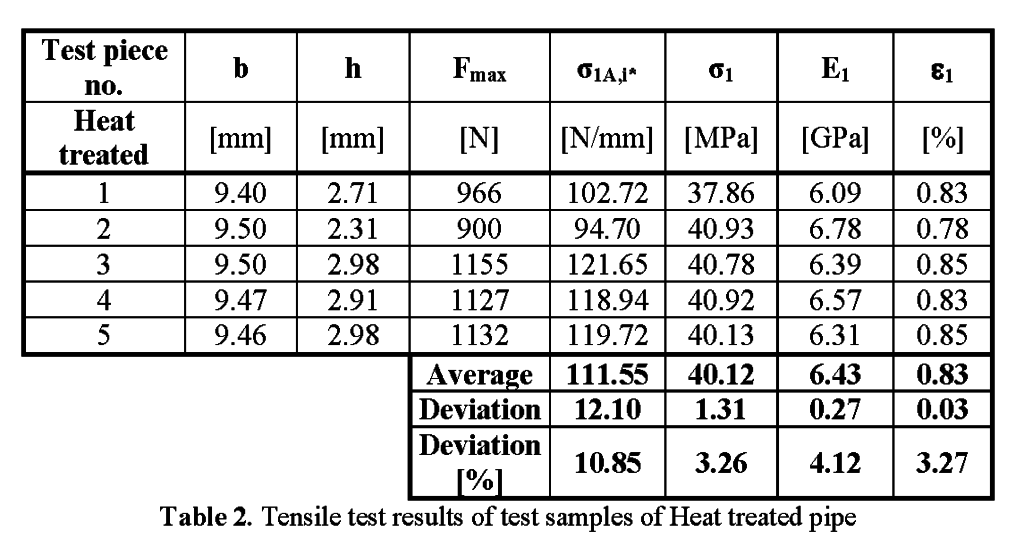
Таблица 2. Результаты тестирования на растяжение испытательных образцов термообработанной трубы.
где:b – ширина образца,h – его толщина,Fmax – максимальная сила,s1A,i* – начальное продольное удельное растягивающее усилие,s1 – предел прочности при растяжении,E1 – модуль Юнга,e1 – растягивающая деформация.
Полученные данные показали, что температурное воздействие снизило эластичность материала. Но выход из строя эталонных образцов наступил в результате расслоения, а термообработанных без существенной деформации и расслоения.
Определение удельной жесткости кольца
Данные тесты помогли определить удельную кольцевую жесткость эталонной и термообработанной трубы. Для их проведения из каждого типа испытуемого материала было вырезано по 5 трубчатых образцов длинной 300 мм, различного внутреннего диаметра и толщины. Также, руководствуясь стандартомMSZ EN 1228, задействовалась универсальная машина с компьютерным управлениемZwick Z050, имеющая параллельно расположенные жесткие плоские компрессионные пластины из стали. В результате соприкосновение ее рабочей части с образцами происходило постепенно, что вело к некоторому рассеянию результатов. В 3-х случаях образцы размещались в различных угловых положениях (повернутыми на 120°).Испытания проводились при температуре внешней среды 24 °C, относительной влажности 43% и максимальной нагрузке 50kN. Скорость компрессии составляла 5 мм/мин. Результаты заносились в таблицы 3 и 4.
Испытательный образец №
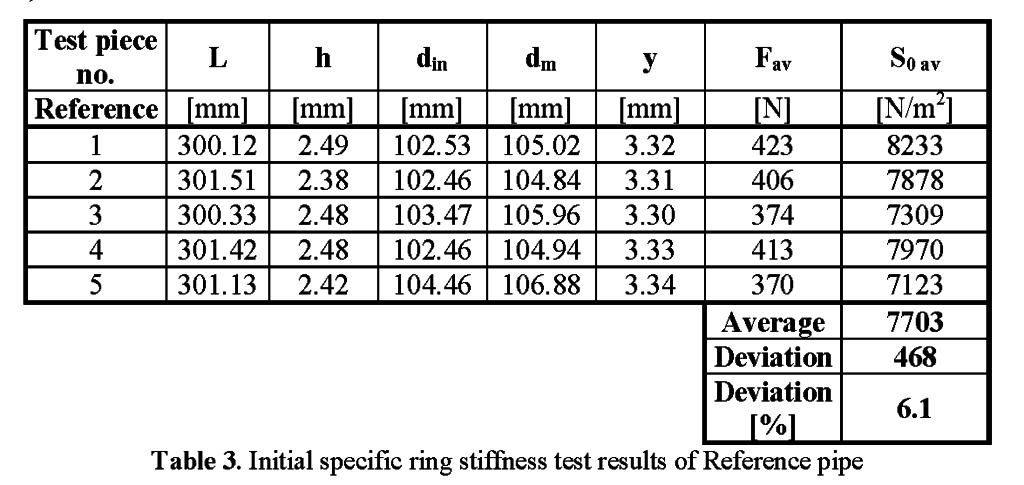
Таблица 3. Результаты испытания на удельную кольцевую жесткость эталонной трубы. Испытательный образец №
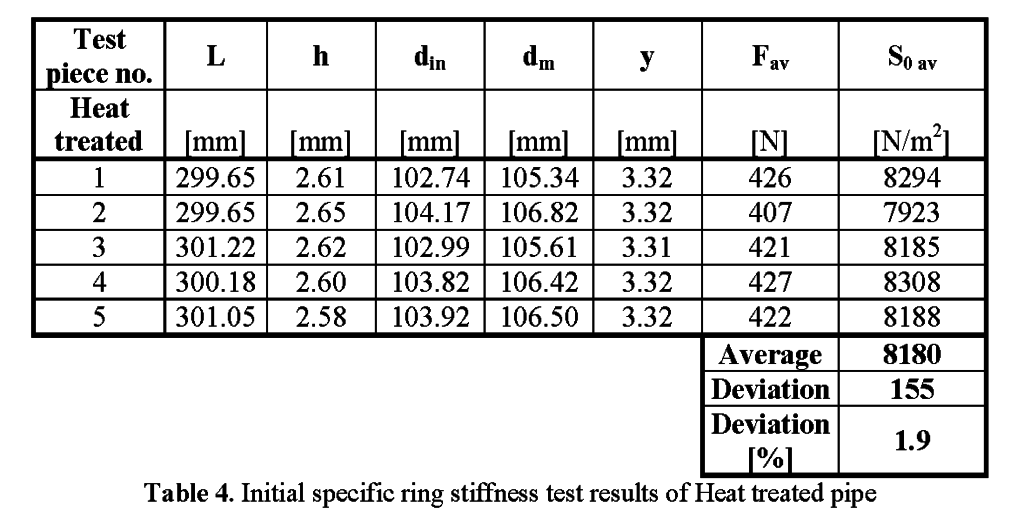
Таблица 4. Результаты испытания на удельную кольцевую жесткость термообработанной трубы.
где:L – длина образца,h – его толщина,din – наружный диаметр,dm– средний диаметр,y – отклонение после 2 минут выдержки,Fav – средняя сила (измеренная на одном и том же образце в разных угловых положениях),S0av – среднее значение начальной удельной жесткости кольца (измеренное на одном и том же образце в разных угловых положениях).
По результатам видно, что температурное воздействие не изменило свойств и структуры ФуранФлекс, его основные характеристики сохранились, он ничего не потерял.
Плотность композита
Последней задачей лабораторных исследований являлось определение плотности материала до и после воздействия температурой. Для этого было взято 5 эталонных прямоугольных образцов 25х25 мм и 5 таких же, подвергнутых термической обработке в течение суток при 160 °C. Тесты проводились по «Методу А» стандартаMSZ EN ISO 1183-1, использовались аналитические весы типаOhaus Explorer, установка погружного испытания и иммерсионная жидкость – этанол. Внешние условия: температура воздуха и погружной жидкости 24°C, относительная влажность 47%, вес испытуемых образцов 110 г, погрешность 0,0001 г. Результаты сводились в таблицы 5 и 6.Испытательный образец №
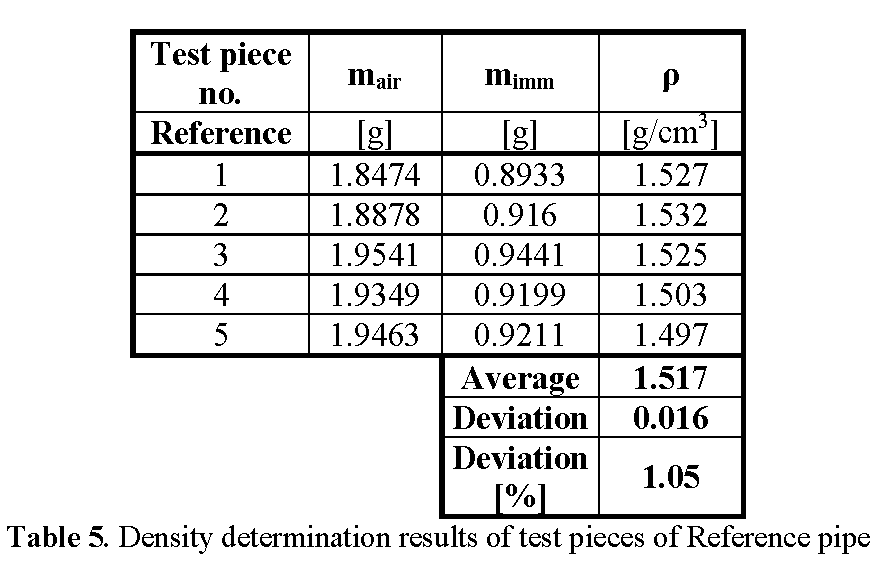
Таблица 5. Результаты определения плотности образцов эталонной трубы.
Испытательный образец №
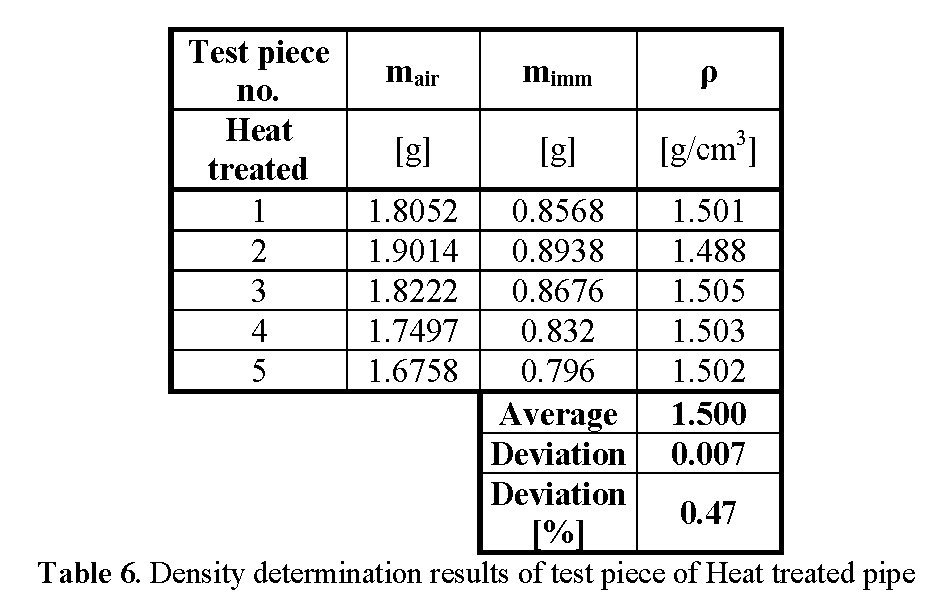
Таблица 6. Результаты определения плотности образца термообработанной трубы.
где:mair – вес образца, измеренный в воздухе,mimm – вес образца, измеренный во время погружения,ρ – плотность.
Следует обратить внимание, что после иммерсии пористость материала на срезах выросла, что было заметно даже визуально, но на внутреннюю плотность это не повлияло, так как внутри структура композита сохранилась.
На основании проведенных исследований и расчетов была составлена сравнительная сводная таблица, показывающая изменения свойств испытуемых образцов композитаFuranFlex® после термообработки.
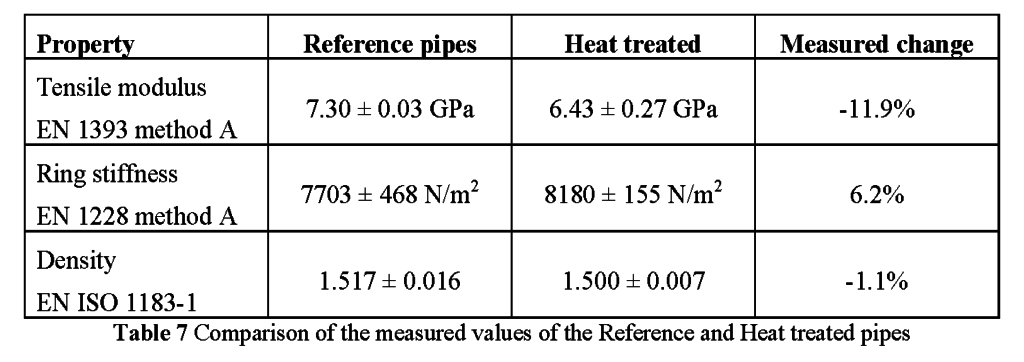
Таблица 7. Сравнение измеренных значений эталонных и термообработанных труб.
На основании полученных данных можно сделать выводы, что основные характеристики материала после температурного воздействия остались практически на том же уровне и не ухудшились. Это позволяет использовать его в различных дымоходных системах. Но консультация специалистов в каждом отдельном случае также необходима.
